

- 100.00 KB
- 2021-05-21 发布
文件编号 页次 第1页 共1页
制修订日期 版次 1.0
"文件受控发行
(盖章)"
SMT光源检测作业规定
1、目的:
优化SMT光源检测作业工序,由全检改为抽检,提高生产效率,缩短生产时间、减少资源浪费。
2、适用范围:
SMT生产的光源产品测亮检测。
3、术语定义:无
4、职责:
4.1 由车间作业员做首件检查和定时抽检,抽检结果记录《SMT光源检测统计表》;
4.2 品质部PQC:监督、复核、确认首件和定时抽检并签名;
4.3 质量工程师、产品工艺工程师、班组长分析处理检测异常。
5、作业程序:
5.1【首件检查】:
5.1.1 每班开工前需做首件检查,核对实物与BOM表、型号规格、厂商、产品批号、参数及功能(测亮等);
5.1.2 首件检查抽样数量为1拼板,首件异常提交产品工程师分析处理;
5.1.3 作业人员将检查结果记录于《SMT光源检测统计表》,检查符合要求,提交PQC进行首件确认;
5.1.4 PQC核对首件实物与BOM表、型号规格、厂商、产品批号、参数及功能(测亮等),符合要求方可
批量生产;
5.1.5 PQC首件确认发现异常,立即通知课长确认,组织产品工艺工程师、班组长进行分析处理;
5.1.6 生产过程中当4M(人、机、料、法)发生变更时,必须重新做首件。
5.2【定时抽检】:
5.2.1 作业人员需在首件合格后,量产生产过程中定时对光源板进行抽检,并做好抽检记录;
5.2.2 作业人员定时抽检数量为每次10拼板,抽检频率为每1小时(按整点钟做为定时时间);
5.2.3 抽检检测结果按Cr=0,当发现1拼板不良数,需对此前时间期间生产的产品进行全检;
5.2.4 抽检发现异常,由组长(课长)确认,反馈QE质量工程师组织产品工艺工程师、班组长进行分析
处理;
5.2.5 光源性能参数不良,由质量工程师反馈研发工程师,进行分析和处理;
5.2.6 巡检每2小时一次进行抽查,每次抽查5拼板,发现异常通知组长(课长)/质量工程师,组织产品
工程师、班组长进行分析处理,属光源性能参数不良,由质量工程师反馈研发工程师,进行分析
和处理;
5.2.7 巡检抽查按Cr=0,当发现1拼板不良数,生产班组需对此前时间期间生产的产品进行全检;
5.3【生产装配注意事项】:
5.3.1 检测光源板时不得将光源触碰到测试治具;
5.3.2 生产和装配做好静电防护,预防静电防护不当造成电子元件如IC等静电击伤击穿;
5.3.3 取拿光源板不得用手触摸光源表面,不得用异物触压光源板,避免造成污染;
5.3.4 检测光源铝基板时,正负极不能接错;
5.3.5 SMT生产的光源板需对产品进行标识,如生产时间、数量和不良情况;
5.3.6 生产车间生产时必须专线生产,确保物料不混用;
5.3.7 生产车间生产时发现属来料不良,必须在24小时内将不良产品和信息报SMT,属装配操作造成的不
良应由后道自行分析和处理。
6、表单:
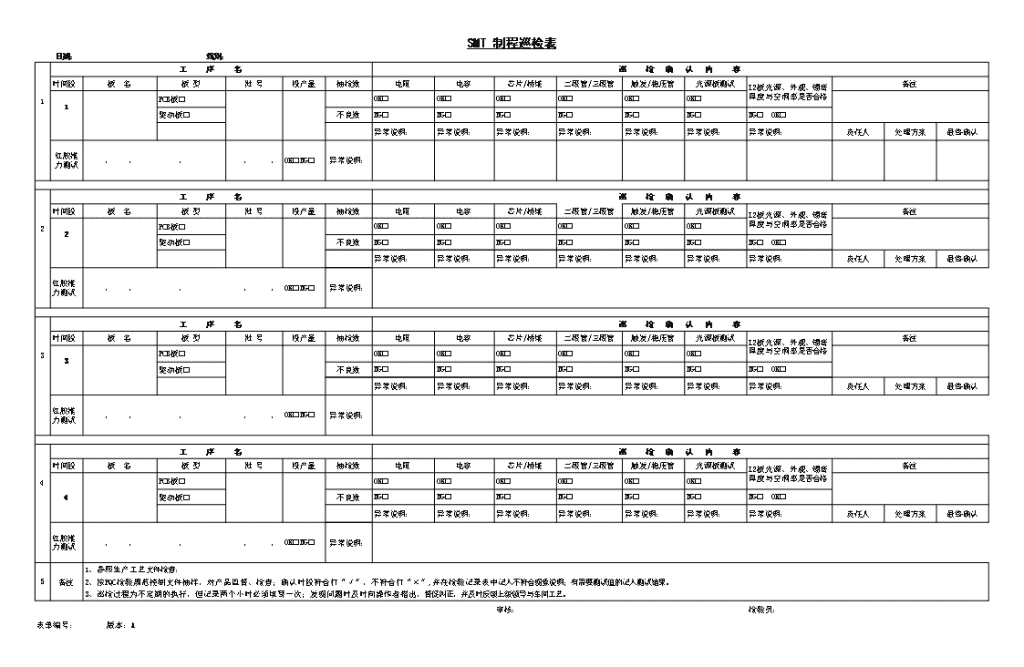
6.1 【SMT 制程巡检表】
SMT光源检测作业规定
SMT 制程巡检表
日期: 线别:
1 工 序 名 巡 检 确 认 内 容
时间段 板 名 板 型 批 号 投产量 抽检数 电阻 电容 芯片/桥堆 二极管/三极管 触发/稳压管 光源板测试 L2板光源、外观、锡膏厚度与空洞率是否合格 备注
1 PCB板□ OK□ OK□ OK□ OK□ OK□ OK□
驱动板□ 不良数 NG□ NG□ NG□ NG□ NG□ NG□ NG□ OK□
L2(铝基)板□
异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 责任人 处理方案 最终确认
红胶推力测试 , , , , , OK□NG□ 异常说明:
2 工 序 名 巡 检 确 认 内 容
时间段 板 名 板 型 批 号 投产量 抽检数 电阻 电容 芯片/桥堆 二极管/三极管 触发/稳压管 光源板测试 L2板光源、外观、锡膏厚度与空洞率是否合格 备注
2 PCB板□ OK□ OK□ OK□ OK□ OK□ OK□
驱动板□ 不良数 NG□ NG□ NG□ NG□ NG□ NG□ NG□ OK□
L2(铝基)板□
异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 责任人 处理方案 最终确认
红胶推力测试 , , , , , OK□NG□ 异常说明:
3 工 序 名 巡 检 确 认 内 容
时间段 板 名 板 型 批 号 投产量 抽检数 电阻 电容 芯片/桥堆 二极管/三极管 触发/稳压管 光源板测试 L2板光源、外观、锡膏厚度与空洞率是否合格 备注
3 PCB板□ OK□ OK□ OK□ OK□ OK□ OK□
驱动板□ 不良数 NG□ NG□ NG□ NG□ NG□ NG□ NG□ OK□
L2(铝基)板□
异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 责任人 处理方案 最终确认
红胶推力测试 , , , , , OK□NG□ 异常说明:
4 工 序 名 巡 检 确 认 内 容
时间段 板 名 板 型 批 号 投产量 抽检数 电阻 电容 芯片/桥堆 二极管/三极管 触发/稳压管 光源板测试 L2板光源、外观、锡膏厚度与空洞率是否合格 备注
4 PCB板□ OK□ OK□ OK□ OK□ OK□ OK□
驱动板□ 不良数 NG□ NG□ NG□ NG□ NG□ NG□ NG□ OK□
异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 异常说明: 责任人 处理方案 最终确认
红胶推力测试 , , , , , OK□NG□ 异常说明:
5 备注 1、参照生产工艺文件检查:
2、按PQC检验规范控制文件抽样,对产品监督、检查;确认时段符合打“√”,不符合打“×”,并在检验记录表中记入不符合现象说明;有需要测试值的记入测试结果。
3、巡检过程为不定期的执行,但记录两个小时必须填写一次;发现问题时及时向操作者指出,督促纠正,并及时反馈上级领导与车间工艺。
审核: 检验员:
表单编号: 版本:A
相关文档
- 压铸件检验标准2021-05-20 14:06:153页
- 塑料件检验标准2021-05-20 03:27:484页
- 压克力板、管材检验标准2021-05-12 10:20:391页
- 稳压二极管检验标准2021-05-11 13:47:381页
- 接线端子检验标准2021-04-28 00:17:421页
- 整流桥检验标准2021-04-27 12:42:271页
- 制程检验标准2021-04-27 11:00:382页
- 安管服务管理过程的检验标准作业规2021-04-22 22:51:203页
- 【LED驱动板】制程检验标准2021-04-22 21:49:432页
- 重金属检验标准操作规程2021-04-22 02:13:334页