

- 4.78 MB
- 2021-04-13 发布
第四章 轧辊调整装置
轴向
调整装置:用来
对正
轧槽,以保证正确的孔型形状
;
串动轧辊
,
板形调整
.
径向调整装置
:
压下
压上
开口度
平行度
轧制线高度
第一节 压下装置的类型
压下装置的类型
手动
电动
液压
快速
慢速
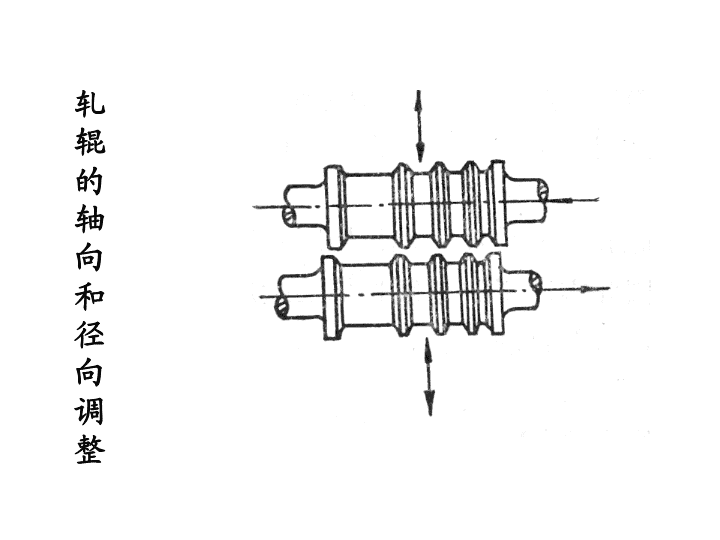
轧辊的轴向和径向调整
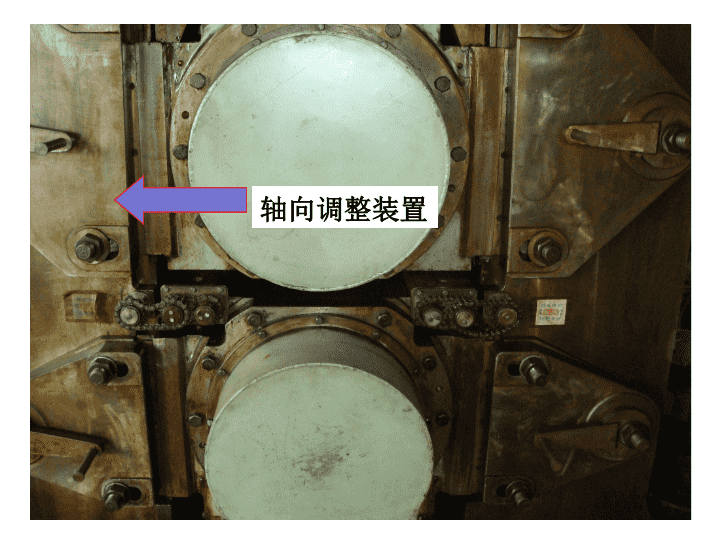
轴向调整装置
手动压下
快速压下装置:
应用:初轧、板坯轧机、中厚板轧机、连轧机组可逆粗轧机
工艺特点:工作时要求大行程、频繁和快速地升降轧辊;不“带钢”压下。
慢速压下装置:
应用:热轧、冷轧薄板及带钢
工艺特点:较小的轧辊调整量和较高的调整精度;
“
带钢
”
压下;调整的速度小,
0.02-1mm/s
。(快速的达
80-100mm/s);
动作快,灵敏度高;轧辊的平行度要求严格。压下螺丝采用双电机。
采用双电机的优点?实现单独压下,在功率相同的条件下,减少了电动机的飞轮惯性矩。有利于加速启动和制动过程。
二级涡轮蜗杆传动的电动压下机构简图
1-
水平电动机;
2-
涡轮蜗杆;
3-
电磁联轴节;
4--
涡轮蜗杆
圆柱齿轮涡轮蜗杆传动的电动压下机构简图
1-
电动机;
2-
电磁联轴节
3-
制动器;
4-
圆柱齿轮;
5-
涡轮蜗杆
液压压下:
(
1
)响应速度快,压下速度快
10-20
倍,加速度是电动压下的
40-60
倍;
(
2
)调整位置准确,精度高;位置分辨率达
1
m
m
(
电动的是
10
m
m
)
;
(
3
)传动效率高;
(
4
)过载保护简单;
(
5
)操作维护要求严格。
在四辊轧机上采用电
-
液组合压下
电动
液压
第二节 电动压下装置的结构和参数
一、压下螺丝
头
本体
尾部
材质:
40Cr
安全系数:
6
头部
凸形
凹形
本体
锯齿
梯形
d
0
t
d
1
P-
作用在辊颈上的最大压力
(
作用在压下螺丝上的力
)
—
压下螺丝的许用应力
d
1
-
螺丝内径
内径的确定
:
外径的确定
:
d
0
=(
0.55~0.62)d
d-
辊颈直径
螺距
t
的确定:
t=(0.12~0.16)d
0
(
开坯机)
t=0.017d
0
(四辊轧机)
Mj
M
1
M
2
尾部
二
.
压下螺母
整体
组合
单级
双级
单箍
双箍
水冷
D
H
H=(1.2~2)d
0
D=(1.5~1.8) d
0
螺母材料:青铜
箍: 铸铁
M=Mj+Md
Mj=M1+M2
Mj
M
2
M
1
d3
P
-
压下螺丝端部与球面垫的摩擦系数
(动力矩等于转动惯量与角加速度的乘积)
—
压下传动系统换算到电机轴上的飞轮力矩,
KN. m
电动压下回松装置:液压,电动
第三节 轧辊的平衡装置
作用:
1.
消除间隙,避免冲击
2.
帮助抬起上轧辊
3.
防止主动辊与被动辊间打滑
平衡力的确定:被平衡部件重量的
1.2
~
1.4,
工作辊和支撑辊间不打滑
。
类
型
重锤
弹簧
液压
4.2.2
二辊轧机平衡力的计算
平衡力的确定:被平衡部件重量的
1.2
~
1.4
Q=(
1.2~1.4)G
Q-
平衡力;
G-
被平衡物体的重量
4.2.3
四辊轧机平衡力的计算
在确定工作辊的平衡力时,除考虑被平衡件重量外,还应考虑工作辊和支撑辊辊面不许打滑的条件,即轧机在空载加、减速、反转时主动辊作用给被动辊的摩擦力矩应大于被动辊的动力矩。
工作辊传动
支撑辊传动
平衡力的确定:被平衡部件重量的
1.2-1.4,
工作辊和支撑辊间不打滑。
单位
:N
-kg/mm
2
-mm