

- 39.00 KB
- 2021-06-25 发布
- 1、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 2、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报QQ:3215808601
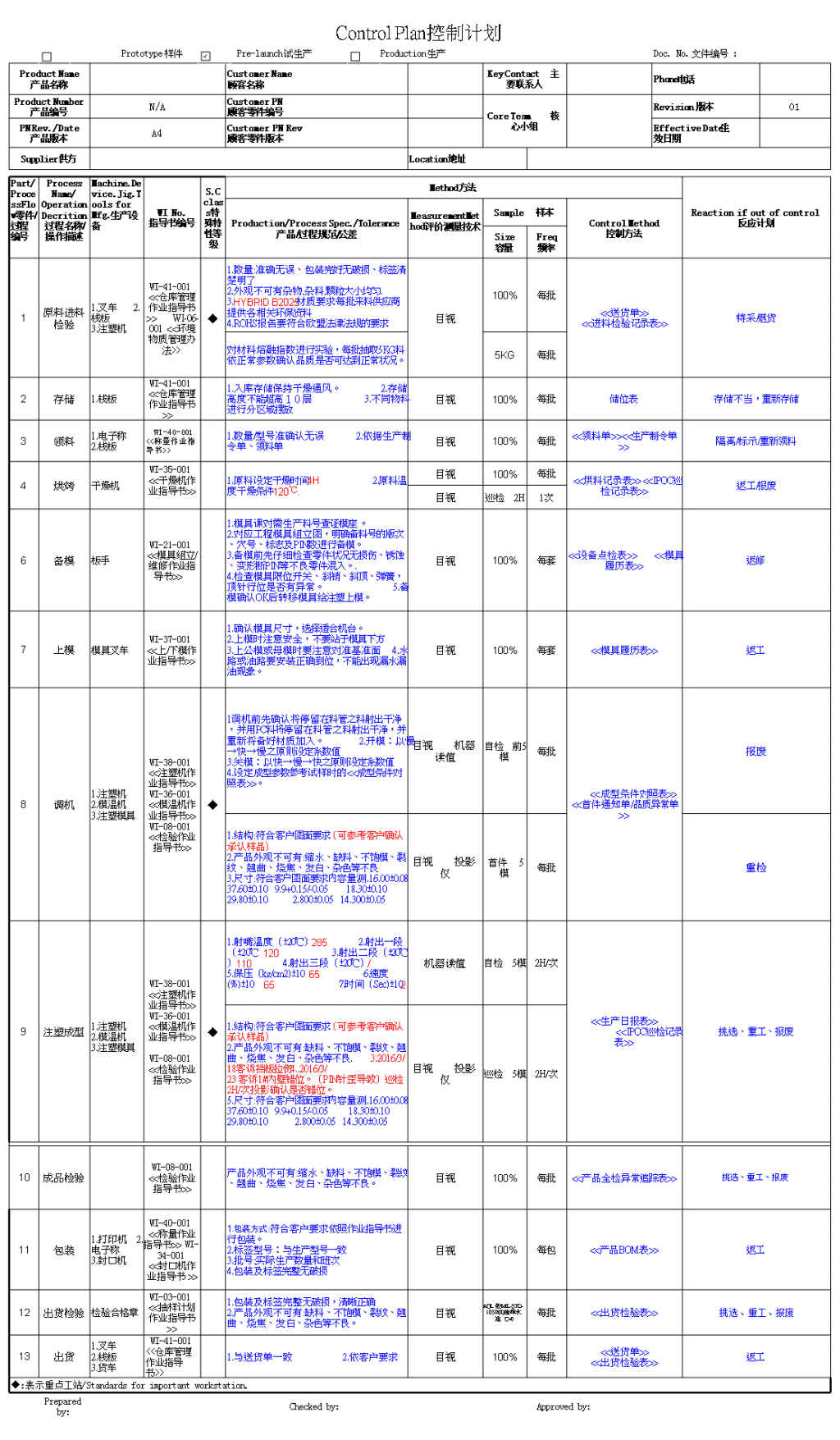
Control Plan控制计划
Prototype样件 Pre-launch试生产 Production生产 Doc. No.文件编号 :
Product Name 产品名称 Customer Name 顾客名称 Key Contact 主要联系人 Phone电话
Product Number 产品编号 N/A Customer PN 顾客零件编号 Core Team 核心小组 Revision 版本 01
PN Rev./Date 产品版本 A4 Customer PN Rev 顾客零件版本 Effective Date 生效日期
Supplier供方 Location地址
Part/ProcessFlow零件/过程编号 Process Name/Operation Decrition过程名称/操作描述 Machine.Device.Jig.Tools for Mfg.生产设备 "WI No.
指导书编号" S.C class特殊特性等级 Method方法 Reaction if out of control 反应计划
Production/Process Spec./Tolerance 产品/过程规范/公差 MeasurementMethod评价测量技术 Sample 样本 Control Method 控制方法
Size 容量 Freq 频率
1 原料进料检验 "1.叉车 2.栈板
3.注塑机 " WI-41-001 <<仓库管理作业指导书>> WI-06-001 <<环境物质管理办法>> ◆ "1.数量:准确无误、包装完好无破损、标签清楚明了
2.外观不可有杂物,杂料,颗粒大小均匀. 3.HYBRID B2025材质要求每批来料供应商提供各相关环保资料 4.ROHS报告要符合欧盟法律法规的要求
" 目视 100% 每批 "<<送货单>>
<<进料检验记录表>> " 特采/退货
对材料熔融指数进行实验,每批抽取5KG料依正常参数确认品质是否可达到正常状况。 5KG 每批
2 存储 1.栈板 WI-41-001 <<仓库管理作业指导书>> 1.入库存储保持干燥通风。 2.存储高度不能超高10层 3.不同物料进行分区域摆放 目视 100% 每批 储位表 存储不当,重新存储
3 领料 1.电子称 2.栈板 WI-40-001 <<称量作业指导书>> 1.数量/型号准确认无误 2.依据生产制令单、领料单 目视 100% 每批 <<领料单>><<生产制令单>> 隔离/标示/重新领料
4 烘烤 干燥机 WI-35-001 <<干燥机作业指导书>> 1.原料设定干燥时间4H 2.原料温度干燥条件120℃. 目视 100% 每批 <<烘料记录表>> <> 返工/报废
目视 巡检 2H 1次
6 备模 板手 WI-21-001 <<模具组立/维修作业指导书>> 1.模具课对需生产料号查证模座 。 2.对应工程模具组立图,明确备料号的版次、穴号、标志及PIN数进行备模。 3.备模前先仔细检查零件状况无损伤、锈蚀、变形断PIN等不良零件混入。. 4.检查模具限位开关、斜销、斜顶、弹簧,顶针行位是否有异常。 5.备模确认OK后转移模具给注塑上模。 目视 100% 每套 <<设备点检表>> <<模具履历表>> 返修
7 上模 模具叉车 WI-37-001 <<上/下模作业指导书>> 1.确认模具尺寸,选择适合机台。 2.上模时注意安全,不要站于模具下方 3.上公模或母模时要注意对准基准面 4.水路或油路要安装正确到位,不能出现漏水漏油现象。 目视 100% 每套 <<模具履历表>> 返工
8 调机 "1.注塑机
2.模温机
3.注塑模具" WI-38-001 <<注塑机作业指导书>> WI-36-001 <<模温机作业指导书>> WI-08-001 <<检验作业指导书>> ◆ 1调机前先确认将停留在料管之料射出干净,并用PC料将停留在料管之料射出干净,并重新将备好材质加入。 2.开模:以慢→快→慢之原则设定系数值 3.关模:以快→慢→快之原则设定系数值 4.设定成型参数参考试样时的<<成型条件对照表>>。 目视 机器读值 自检 前5模 每批 <<成型条件对照表>> <<首件通知单/品质异常单>> 报废
"1.结构:符合客户图面要求(可参考客户确认承认样品)
2.产品外观不可有:缩水、缺料、不饱模、裂纹、翘曲、烧焦、发白、杂色等不良
3.尺寸:符合客户图面要求内容量测.16.00±0.08 37.60±0.10 9.9+0.15/-0.05 18.30±0.10 29.80±0.10 2.800±0.05 14.300±0.05 " 目视 投影仪 首件 5模 每批 重检
9 注塑成型 " 1.注塑机
2.模温机
3.注塑模具 " WI-38-001 <<注塑机作业指导书>> WI-36-001 <<模温机作业指导书>> WI-08-001 <<检验作业指导书>> ◆ 1.射嘴温度(±20℃)285 2.射出一段(±20℃ 120 3.射出二段(±20℃)110 4.射出三段(±20℃) / 5.保压(kg/cm2)±10 65 6.速度(%)±10 65 7.时间(Sec)±10 2 机器读值 自检 5模 2H/次 "<<生产日报表>>
<>" 挑选、重工、报废
"1.结构:符合客户图面要求(可参考客户确认承认样品)
2.产品外观不可有:缺料、不饱模、裂纹、翘曲、烧焦、发白、杂色等不良. 3.2016/3/18客诉挡板拉伤 4..2016/3/23 客诉1#内壁错位。(PIN针歪导致)巡检2H/次投影确认是否错位。
5.尺寸:符合客户图面要求内容量测.16.00±0.08 37.60±0.10 9.9+0.15/-0.05 18.30±0.10 29.80±0.10 2.800±0.05 14.300±0.05 " 目视 投影仪 巡检 5模 2H/次
10 成品检验 WI-08-001 <<检验作业指导书>> 产品外观不可有:缩水、缺料、不饱模、裂纹、翘曲、烧焦、发白、杂色等不良。 目视 100% 每批 <<产品全检异常追踪表>> 挑选、重工、报废
11 包装 1.打印机 2.电子称 3.封口机 WI-40-001 <<称量作业指导书>> WI-34-001 <<封口机作业指导书 >> "1.包装方式:符合客户要求依照作业指导书进行包装。
2.标签型号:与生产型号一致 3.批号;实际生产数量和班次 4.包装及标签完整无破损 " 目视 100% 每包 <<产品BOM表>> 返工
12 出货检验 检验合格章 WI-03-001 <<抽样计划作业指导书>> 1.包装及标签完整无破损,清晰正确 2.产品外观不可有:缺料、不饱模、裂纹、翘曲、烧焦、发白、杂色等不良。 目视 AQL 依MIL-STD-105E(II)抽樣水准 C=0 每批 <<出货检验表>> 挑选、重工、报废
13 出货 1.叉车 2.栈板 3.货车 WI-41-001 <<仓库管理作业指导书>> 1.与送货单一致 2.依客户要求 目视 100% 每批 "<<送货单>>
<<出货检验表>>" 返工
◆:表示重点工站/Standards for important workstation.
Prepared by: Checked by: Approved by:
