

- 55.50 KB
- 2021-05-26 发布

- 1、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 2、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报QQ:3215808601
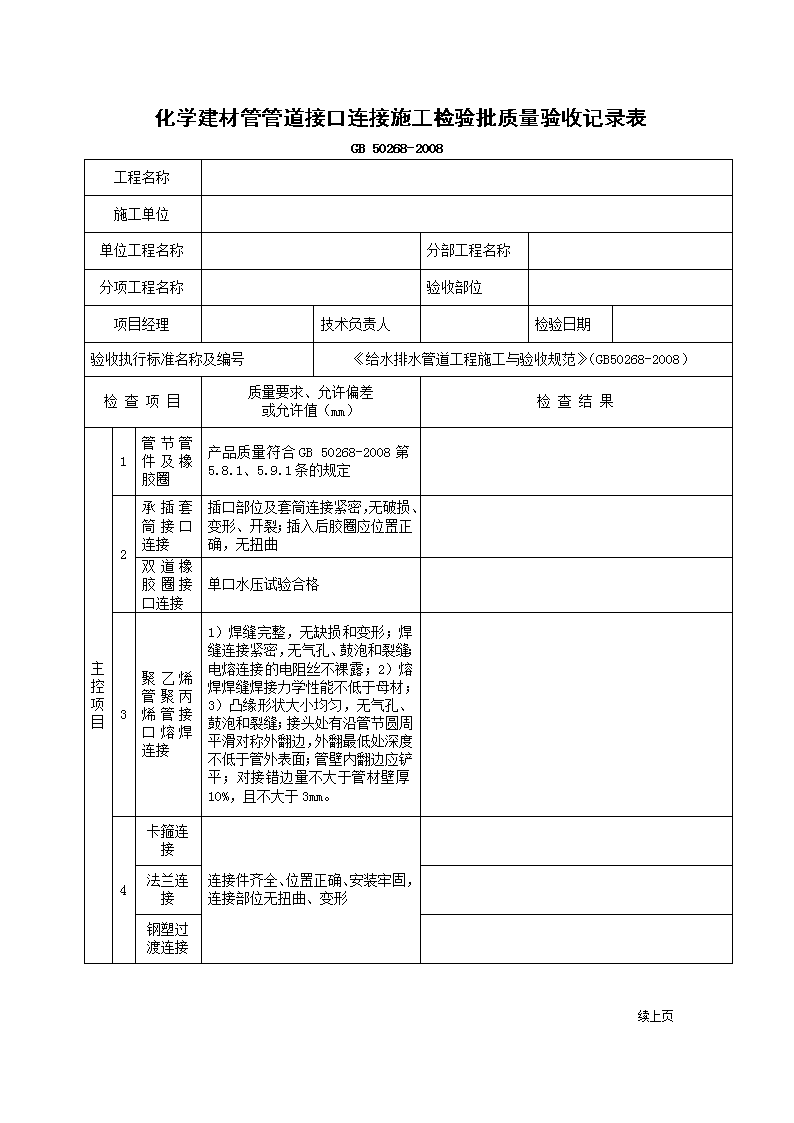
化学建材管管道接口连接施工检验批质量验收记录表
GB 50268-2008
工程名称
施工单位
单位工程名称
分部工程名称
分项工程名称
验收部位
项目经理
技术负责人
检验日期
验收执行标准名称及编号
《给水排水管道工程施工与验收规范》(GB50268-2008)
检 查 项 目
质量要求、允许偏差
或允许值(mm)
检 查 结 果
主控项目
1
管节管件及橡胶圈
产品质量符合GB 50268-2008第5.8.1、5.9.1条的规定
2
承插套筒接口连接
插口部位及套筒连接紧密,无破损、变形、开裂;插入后胶圈应位置正确,无扭曲
双道橡胶圈接口连接
单口水压试验合格
3
聚乙烯管聚丙烯管接口熔焊连接
1)焊缝完整,无缺损和变形;焊缝连接紧密,无气孔、鼓泡和裂缝;电熔连接的电阻丝不裸露;2)熔焊焊缝焊接力学性能不低于母材;3)凸缘形状大小均匀,无气孔、鼓泡和裂缝;接头处有沿管节圆周平滑对称外翻边,外翻最低处深度不低于管外表面;管壁内翻边应铲平;对接错边量不大于管材壁厚10%,且不大于3mm。
4
卡箍连接
连接件齐全、位置正确、安装牢固,连接部位无扭曲、变形
法兰连接
钢塑过渡连接
续上页
检 查 项 目
质量要求、允许偏差
或允许值(mm)
检 查 结 果
一般项目
1
承插套筒式接口
插入深度应符合要求,相邻管口的纵向间隙不小于10mm;
环向间隙应均匀一致
2
承插管道曲线安装接口转角
玻璃钢管
Di400~500
≤1.5°
500<Di≤1000
≤1.0°
1000<Di≤1800
≤1.0°
Di≥1800
≤0.5°
聚乙烯管聚丙烯管
≤1.5°
硬聚氯烯管
≤1.0°
3
熔焊连接设备
控制参数满足焊接工艺要求;设备与待连接管的接触面无污物,设备及组合件组装正确、牢固、吻合;焊后冷却期间接口未受外力影响
4
防腐
卡箍连接、法兰连接、钢塑过渡连接件钢制部分以及钢制螺栓、螺母、垫圈的防腐应符合设计要求
一般项目平均合格率(%)
施工单位
检查评定结果
项目专业质量检查员: 年 月 日
监理(建设)
单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人) 年 月 日
注:1 主控项目、一般项目的检查结果,需用语言描述的项,应按GB50268-2008的要求详实描述。
2 主控项目的计数检验项先填写“检验批主控项目计数检验记录表”(G1-1-1);检验批一般项目计数检验数据较多时,可先填写“检验批一般项目计数检验记录表”(G1-1-2),然后将计数检验结果填写在本表相应的检查结果栏内。将两表作为本表的附页。
3 Di为管内径(mm)。
化学建材管管道接口连接施工质量验收标准(GB
50268-2008)
5.10.8 化学建材管接口连接应符合下列规定:
主控项目
1 管节及管件、橡胶圈等的产品质量应符合本规范第5.8.1、5.9.1条的规定;
检查方法:检查产品质量保证资料;检查成品管进场验收记录。
2 承插、套筒式连接时,承口、插口部位及套筒连接紧密,无破损、变形、开裂等现象;插入后胶圈应位置正确,无扭曲等现象;双道橡胶圈的单口水压试验合格;
检查方法:逐个接口检查;检查施工方案及施工记录,单口水压试验记录;用钢尺、探尺量测。
3 聚乙烯管、聚丙烯管接口熔焊连接应符合下列规定:
1) 焊缝应完整,无缺损和变形现象;焊缝连接应紧密,无气孔、鼓泡和裂缝;电熔连接的电阻丝不裸露;
2) 熔焊焊缝焊接力学性能不低于母材;
3) 热熔对接连接后应形成凸缘,且凸缘形状大小均匀一致,无气孔、鼓泡和裂缝;接头处有沿管节圆周平滑对称的外翻边,外翻边最低处的深度不低于管节外表面;管壁内翻边应铲平;对接错边量不大于管材壁厚的10%,且不大于3mm。
检查方法:观察;检查熔焊连接工艺试验报告和焊接作业指导书,检查熔焊连接施工记录、熔焊外观质量检验记录、焊接力学性能检测报告。
检查数量:外观质量全数检查;熔焊焊缝焊接力学性能试验每200个接头不少于l组;现场进行破坏性检验或翻边切除检验(.可任选一种)时,现场破坏性检验每50个接头不少于l个,现场内翻边切除检验每50个接头不少于3个;单位工程中接头数量不足50个时,仅做熔焊焊缝焊接力学性能试验,可不做现场检验。
4 卡箍连接、法兰连接、钢塑过渡接头连接时,应连接件齐全、位置正确、安装牢固,连接部位无扭曲、变形;
检查方法:逐个检查。
一般项目
5 承插、套筒式接口的插入深度应符合要求,相邻管口的纵向间隙应不小于10mm;环向间隙应均匀一致;
检查方法:逐口检查,用钢尺量测;检查施工记录。
6 承插式管道沿曲线安装时的接口转角,玻璃钢管的不应大于本规范第5.8.3条的规定;聚乙烯管、聚丙烯管的接口转角应不大于l.5°;硬聚氯乙烯管的接口转角应不大于l.0°;
检查方法:用直尺量测曲线段接口;检查施工记录。
7 熔焊连接设备的控制参数满足焊接工艺要求;设备与待连接管的接触面无污物,设备及组合件组装正确、牢固、吻合;焊后冷却期间接口未受外力影响;
检查方法:观察,检查专用熔焊设备质量合格证明书、校检报告,检查熔焊记录。
8 卡箍连接、法兰连接、钢塑过渡连接件的钢制部分以及钢制螺栓、螺母、垫圈的防腐要求应符合设计要求;
检查方法:逐个检查;检查产品质量合格证明书、检验报告。
5.8.1 管节及管件的规格、性能应符合国家有关标准的规定和设计要求,进入施工现场时其外观质量应符合下列规定:
1 内、外径偏差、承口深度(安装标记环)
、有效长度、管壁厚度、管端面垂直度等应符合产品标准规定;
2 内、外表面应光滑平整,无划痕、分层、针孔、杂质、破碎等现象;
3 管端面应平齐、无毛刺等缺陷;
4 橡胶圈应符合本规范第5.6.5条的规定。
5.9.1 管节及管件的规格、性能应符合国家有关标准的规定和设计要求,进入施工现场时其外观质量应符合下列规定:
1 不得有影响结构安全、使用功能及接口连接的质量缺陷;
2 内、外壁光滑、平整,无气泡、无裂纹、无脱皮和严重的冷斑及明显的痕纹、凹陷;
3 管节不得有异向弯曲,端El应平整;
4 橡胶圈应符合本规范第5.6.5条的规定。
